

فین تیوب اکسترود | فین اکسترود
اين نوع فين تيوب بروش اكستروژن دوار و بصورت سرد فرم داده ميشود كه در آن فين مارپيچي پيوسته و بصورت شعاعي از لوله آلومينيمي كه بر روي تيوب اصلي متصل شده است اكسترود ميگردد. اين فرآيند كه توأم است با فشار تيغه ها بر روي لوله فولادي ، فين ها در طرف ريشه به تيوب اصلي اتصال كامل پيدا ميكند . اين نوع فين به هيچ وجه نمي شكند ، باز يا شل نمي شود و به اين علت بازده حرارتي آن تغيير نمي كند.

ماكزيمم درجه حرارت كاري اين نوع فين تيوب : C °325
مقاومت خوردگي در هوا : خيلي خوب
ماتريال فين :آلومينيوم ( بصورت استاندارد ) و مس در بعضي مواقع
ماتريال تيوب : مس ، كاپرنيكل ، تيتانيوم ،كربن استيل ، استينلس استيل
در صنایع مختلف مانند صنايع نيروگاهي ، نفت و گاز ، پتروشيمي ، صنايع فلزي و كاني ، صنايع بهداشتي و غذايي و ديگر صنايع نیاز به تجهیزاتی برای سرمایش و گرمایش در موارد مختلف وجود دارد. برای ساخت تجهیزات مانند رادیاتورها ، مبدلها و کندانسور ها ، نیاز به لوله هایی است که سیال خنک شونده از داخل آنها عبور کند. فین تیوب ها(FIN TUBE) لوله های پره داری هستند که هدف عمده و مهم فين دار نمودن و متخلخل نمودن سطح آنها ايجاد سطح گسترده تري حدوداً 20 تا 30 برابر سطح بیشتر برای تبادل حرارتي بوده در نتیجه آن حجم مبدل ها و همچنین صرفه اقتصادي و راندمان فرآيند بسیار افزایش می یابد.

اين لوله ها نه تنها با كاهش مصرف انرژي باعث بهبود انتقال حرارت مي گردند بلكه ازمشكلاتي نظيرتجمع رسوب در لوله ها جلوگيري و ايجاد حركت طغياني سيال دروني و افزايش سرعت انتقال و در نهايت كاهش حرارت در كوتاهترين زمان را سبب مي شوند.
هر فین تیوپ از 2 بخش تشکیل میشه.
تیوب داخلی معمولاً گرد است و از جنس هایی از قبیل مس ، برنج ، کربن استیل و سایر فلزاتی است که بسته به نوع سیال بتواند دما ، فشار و خوردگی را تحمل کند. لوله مذکور داخل یک لوله آلومینیومی قرار گرفته که ضریب حرارتی بالایی دارد و شکل دهی و ساخت آن نیز راحت است . این مجموعه داخل دستگاه فین زنی شده و با عملیات مکانیکی وشکل دهی سرد(Cold Roll Forming ) ،فین زنی روی لوله صورت می گیرد.

فین می تواند به صورت اکسترود ،پیچشی و یا صفحه ای باشد. قطر لوله آلومینیوم پس از عملیات اکستروژن تعیین کننده نوع آرایش و چیدمان دیسک می باشد. اندازه قطر فین تیوب ها معمولاً2 و ،1، اینچ می باشدکه 95 ٪ جنس کاربردها با استفاده از لوله 1 اینچ می باشد. تعداد فین ها بعد از عملیات فین زنی می تواند از 8 تا 12 FPI ( تعداد فین در هر اینچ) باشد. طول لوله ها از 1 تا 12 متر وضخامت هر فین نیز از 0.01 تا 0.035 اینچ می تواند متغیر باشد که این مقادیر وابسته به طراحی های مهندسی و خواسته مشتریان می باشد. جنس پره های ایجاد شده، محل مصرف ، نوع سيال و نوع لوله توانايي مقاومت در برابر حرارت 300 درجه سانتیگراد را دارد. انتخاب صحیح یک تیوب فین شده ، در طول عمر و کارایی سایر بخشهای مرتبط بسیار حائز اهمیت است. خواص فیزیکی و مکانیکی مورد نیاز از فین با توجه به محدودیتهای طراحی ، در انتخاب نوع فین تیوب تاثیر گذار و تعیین کننده است.

همچنانکه می دانیم ،امروزه با افزایش قیمت حائل های انرژی و همینطور افزایش هزینه های اکتشاف و بهره برداری از این حامل ها ،بحث صرفه جویی و در کنار صرفه جویی و در کنار آن بازدهی بالای دستگاههای گرمایشی و سرمایشی متخصصان و مهندسین این حوزه را بر آن داشته که جهت ساخت ماشین آلات و تجهیزات تولید کننده گرما و سرمایشی ، متخصصان و مهندسین این حوزه را برآن داشته که جهت ساخت ماشین آلات و تجهیزات تولید کننده گرما و سرما ، به سمت و سوی بازدهی و راندمان حداکثری سوق پیدا کرده و از علوم و تکنولوژی بهره ببرند .در این راستا با مطالعه روی نمونه ای خارجی این ماشین آلات پی بردند مهمترین عامل در این رابطه بسیار پر اهمیت بوده و علم روز دنیا را به سمت خود سوق داده ،بحث انتقال حرارت و یا افزایش ضریب انتقال حرارت می باشد.
فرمول انتقال حرارت جابجایی Q=UAΔT می باشد که بر اساس فرمول فوق یکی از راههای افزایش نرخ انتقال حرارت ، افزایش سطح انتقال حرارت (A) می باشد و از روشهای علمی افزایش سطح در مبدلهای حرارتی اضافه کردن پره (فین) بر روی سطح لوله های ناقل حرارت می باشد.
در همین راستا انتخاب نوع پره d (fin) بسیار اهمیت داشته و تاثیر بسزائی در افزایش سطح و سرعت انتقال حرارت ایفاء می کند در این مقاله سعی برآن است که انواع فین های مورد استفاده در ساخت مبدلها مورد بررسی قرار گرفته و مزایا و معایب آنها مورد ارزیابی قرار می گیرد.
فین تیوب ها بر اساس نوع پره های مورد استفاده در آن به سه دسته ذیل تقسیم می شوند
1-فین های طولی longitudinal fin tube
2-فین پیچشی wrap-on fin tube
3-فین اکسترود Extrud fine tube
و البته از لحاظ ارتفاع پره ها نیز به سه دسته
low fin tube , medium fin tube ,high fin tube مشهور می باشند و مرتبط با طراحی انتقال حرارت و سطح مورد نیاز از یک لوله مشخص ، و تعداد فین ها در هر اینچ لوله مشخص می گردد.

1-longitudinal fin (فین های طولی)
جهت ساخت این نوع فین ها از تسمه های باریک و طولی که توسط دستگاه خم کاری به شکل U شده استفاده شده استفاده کرده و آزاد بصورت طولی روی تیوب جوشکاری می کنند و البته جوشکاری این فین ها روی تیوب نسبتا مشکل بوده و توسط دستگاه های خاص جوشکاران ماهر انجام می شود ،چرا که فین های بسیار نازک بوده و روشهای متداول جوشکاری برای این کار مناسب نمی باشند .
روشهای جوشکاری فین های طولی روی تیوب عمدتا مقاومتی و لحیم کاری می باشد که با توجه به جنس تیوب و فین مورد نظر از این روش ها استفاده می گردد به عنوان مثال جهت جوشکاری فین با جنس برنجی (Brass) روی تیوب برنجی استفاده از روش لحیم کاری بسیار صنعتی تر بوده و جهت اتصال فین کربن استیل به تیوب استنلس استیل و برعکس ،بهتر است از روش جوش مقاومتی بهره جهت

مزایای longitudinal
-در سیالاتی که دم و فشار بالاتری دارند و انتخاب متریال در انها بسیار حائز اهمیت است می توان از جنس همان ساخت tube , fin استفاده کرد.
-با توجه به روش تولید fin می توان از فلزات ارزان قیمت مانند کربن استیل در این فین ها استفاده کرد.
معایب longitudinal fin tube
-فین و تیوب در مقاطعی دارای gap بوده و همین موضوع راندمان انتقال حرارت کاهش می دهد
-فاصله فین و تیوب باعث جمع شدن نا خالصی ها در درز ها شده و ایجاد خوردگی روی سطح تیوب می کند .
2-wrap-on fin tube (فین تیوب پیچشی)
جهت ساخت فین در این نوع تیوب ها از نوار (strip) آلومینیویی یا مسی و یا حتی از جنس استنلس استیل استفاده کرده و نوار را توسط دستگاههای خاص به دور تیوب می پیچد و در آخر ابتدا و انتهای فین را به تیوب جوشکاری می کنند.
این نوع تیوب با توجه به طراحی و کاربردی که در صنعت دارند به انواع ذیل تقسیم می شوند:
– نوع G ( embeded )
– نوع L ( wrap )
– نوع L ( knurled )
– نوع L ( double )
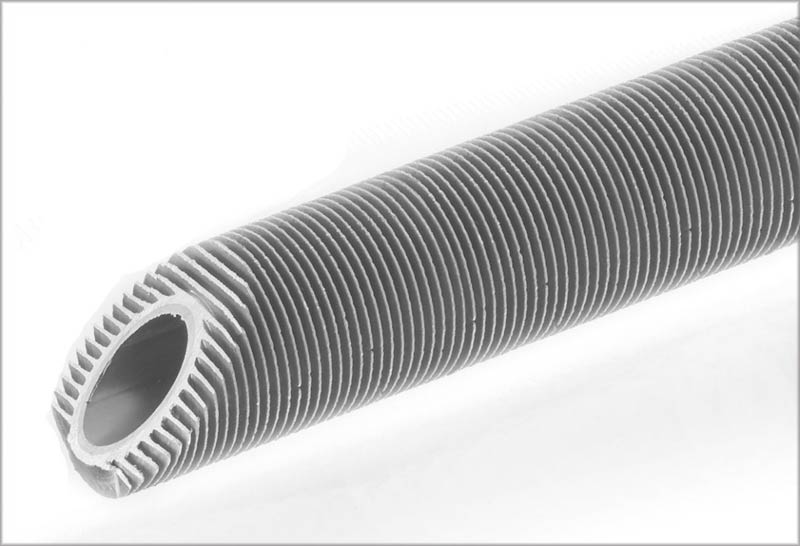
3- extrude ( فین اکسترود )

فین تولید شده به روش الکترونیکی از انواع فین های پرکاربرد در صنعت بوده و شباهت زیادی به نوع پیچشی دارد ، اما فقط در شکل ظاهری مشابه هم بوده و روش تولید آن بدین صورت است که جهت ساخت فین ، از لوله آلمینیومی یا مسی بزرگتر از خود تیوب استفاده کرده و ابتدا تیوب را داخل لوله فین قرار دارد و با دستگاه مخصوص فین زنی آنرا تحت فشار قرار داده و با دیسک های موجود در فک دستگاه لوله فوق بصورت فین روی تیوب قرار می گیرد.
جنس لوله و پره در این نوع از فین تیوب ها عمدتاً متفاوت بوده و برای تیوب های مختلف جنس پره ها را مسی یا آلمینیومی انتخاب می کند که البته آلمینیوم به دلیل ارزان بودن کاربرد بیشتری دارد.
فین تیوب اکسترود به دلیل یکپارچگی فین که تمام سطح تیوب یا لوله را پوشش می دهد ، مقاومت مکانیکی تیوب را افزایش دهد و در مقابل خوردگی مقاومت خوبی از خود نشان می دهد و ضمناً به دلیل چسبندگی بالای فین و تیوب به هم هیچگونه مقاومت حرارتی بین آنها بوجود نیامده و ناخالصی های موجود در سیال نیز در درز آنها جمع نمی شوند و همین امر بازدهی و راندمان حرارتی این نوع فین تیوبها را بالا برده است در جدول پیوست ماکسیموم دمای کاری ، مقاومت به خوردگی و مقاومت مکانیکی فین های اکسترود و پیچشی مقایسه شده اند.
Extrud fin Embeded (GType) Wrap(LType) Ken(LType) Double (LType)
دمای ماکزیم کاری 300 ° 400 ° 120 ° 250 ° 120 °
مقاومت به خوردگی Exeelent PooR Acceptable medium medium
مقاومت مکانیکی Exeelent Acceptable PooR Acceptable
PooR
نتیجه گیری : در شرایط یکسان وجود تجهیزات مناسب و شرایط یکسان اقتصادی ، بهترین نوع fintube در حال حاضر extrude fin بوده و به همین علت دستگاه های ساخت این نوع فین تیوب ها روز به روز تکنولوژی جدیدی را در صفت به معرض محور می رساند.
نوع L(wrap-on)
روی لوله پایه نوار آلومینیوم ابتدا به صورت پره L شکل در آمده، سپس به صورت کششی روی لوله پایه پیچیده می شود. پایه پره های پیچیده شده نزدیک به یکدیگر هستند تا پوششی یکپارچه را روی سطح لوله ایجاد نمایند. نهایتا، نوار پره ها در دو انتها به منظور اجتناب از شل یا رها شدن بسته می شود.
نوع Double “L”
پایه نوار آلومینیوم ابتدا به صورت حرف انگلیسی L دوتایی شکل داده می شود. این کار باعث ایجاد پره هایی دو برابر بزرگتر از پره های تکی می گردد. سپس نوار پره LL به صورت کششی به دور لوله پایه به گونه ای پیچیده می شود که نوارها هم پوشانی جزیی پیدا کنند. بدین ترتیب، لوله پایه به طور موثرتری با نوار پیوسته پوشیده شده، و در برابر محیط خورنده و تمیزکاری محافظت می شود.
نوع Knurled “L”
پایه نوار آلومینیوم ابتدا به صورت پرهL شکل در آمده، سپس روی لوله پایه پیچیده می شود. پایه پره ها به یکدیگر متصل شده و تمام سطح لوله را می پوشاند. پایه پره همزمان با لوله به منظور اتصال محکم پره به لوله، کنگره دار می شود. این عمل در سراسر عرض پایه به وسیله دیسک های وابسته به هم انجام می گردد.
نوع Embedded G
پره شامل یک نوار آلومینیومی است که به صورت کششی به دور دیواره لوله تابیده شده و داخل شیار ایجاد شده روی دیوار لوله جاسازی گردیده است. این ترکیب نتیجه عملکرد دو دیسک و یک حلقه جداکننده است که به صورت عمود بر لوله اصلی، کار می کنند. ترتیب کار به این صورت است که اولین دیسک (تیغه شیار دهنده) با چرخش خود، شیاری در دیواره لوله ایجاد می کند. حلقه جداکننده، لبه پایه نوار آلومینیومی را به داخل شیار هدایت می نماید. سرانجام، دیسک دوم (پر کننده پشتی) لبه نوار آلومینیومی را با تغییر شکل و ایجاد فشار بر لبه های شیار، در داخل شیار محکم می سازد.
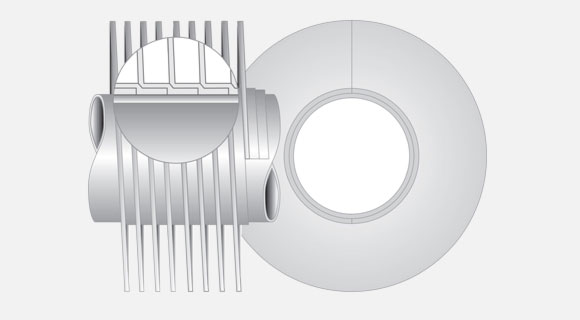
نوع اکسترود (Extruded )
یک شاخه لوله به عنوان هسته مرکزی که سطح خارجی آن قبلا پولیش و چربی زدایی گردیده، در داخل یک لوله آلومینیومی قرار داده می شود. سپس این مجموعه دو لوله ای به یک ماشین پره زنی مجهز به سه محور دورانی با زاویه 120 درجه که هر محور دارای صفحات براده داری است، خورانده می شود. صفحات شکل دهی که از لحاظ ضخامت و قطر متفاوت هستند، ابتدا پره ها را فرم دهی کرده و به آنها شکل مناسب می دهند و سپس لوله آلومینیومی را با روش shrink-fit روی لوله مرکزی،شکل می دهند.
شرکت آروین تاو تولیدکننده انواع فین تیوپ های دو فلزی آلومینیومی اکسترود شد و کار آمد در صنایع ذیل می باشد:
(BIMETALLI EXTRUDED FIN TUBE)
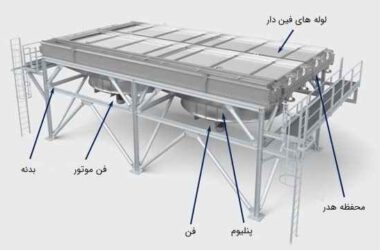
پالایش نفت، صنایع پتروشیمی، صنایع عملیاتی گاز طبیعی، صنایع شیمیایی، نیروگاه ها واحد های کمپرسور گاز به منظور تولید فین تیوب اکسترودی، ابتدا لوله فلزی که جنس آن تابع طراحی واحد مهندسی است، در یک لوله آلومینیومی قرار گرفته و مجموعه مذکور در قسمتی از دستگاه که شامل 3 سری دیسک فین زنی می باشد و نسبت به یکدیگر با زاویه 120 قرار گرفته اند، وارد شده و با عملیات مکانیکی و شکل دهی سرد (Cold Roll Forming)، فین زنی روی لوله صورت می پذیرد.

قطر لوله آلومینیومی که پس از عملیات اکستروژن جهت تولید لوله فین دار بعنوان غلاف استفاده می شود، تعیین کننده نوع، آرایش و چیدمان دیسک می باشد.
جذب انطباقی کامل فین ها به روی لوله داخلی به واسطه عملیات فین زنی حاصل می گردد.
در این پروسه امکان تولید از 8.5 تا 11 فین در اینچ (8.5 – 11) FPI و طول لوله فین دار حداکثر تا 15 متر با رعایت محدوده وسیع سیال و طول عمر بالا میسر می باشد.
خواص فیزیکی و مکانیکی مورد نیاز از فین با توجه به محدودیت های طراحی، در انتخاب نوع فین تیوب تاثیر گذار و تعیین کننده است.
حد اکثر درجه حرارت کارآمد فین تیوب اکسترود شده 300 درجه سانتیگراد بوده و با توجه به ساختار تولیدی ویژه آن در برابر خوردگی اتمسفری و مقاومت مکانیکی، در مقایسه با سایر موارد مشایه از مقاومت بسیار بالایی برخوردار می باشد.
فین تیوب اکسترود
در این پروسه فین زنی سطح حرارتی تا 20 برابر سطح اولیه افزایش میابد که منجر به انتقال حرارت شدید در انواع مبدل های حرارتی ایرکولر ها، هیت اکس چنجر ها و… می گردد.
لایه چسبنده حداکثر 1 میلی متر بوده و ضخامت پره های فین تا 0.4 میلی متر کاهش پیدا می کند.این پروسه فین زنی منجر به تامین فین با استحکام بالا نسبت به روش مک ال روی می باشد.












دیدگاهتان را بنویسید